Wigan
Container Case Study
Why a Fire Rated Chemical Storage Unit Was Needed
The client needed a compliant and durable solution that met fire-safety and hazardous chemical storage regulations for acetone and acetone-based polymer products at their Wigan site. These materials release flammable vapours, so the client required fire rated chemical storage that prevented ignition, improved ventilation and met safety guidance. Daily practicality also mattered as staff use pump trucks to move drums and IBCs. The project therefore needed a strong, low-maintenance floor and a layout that supported frequent handling. A one-trip shipping container provided the ideal base for a safe and efficient conversion.
How did Lion Containers provide the solution?
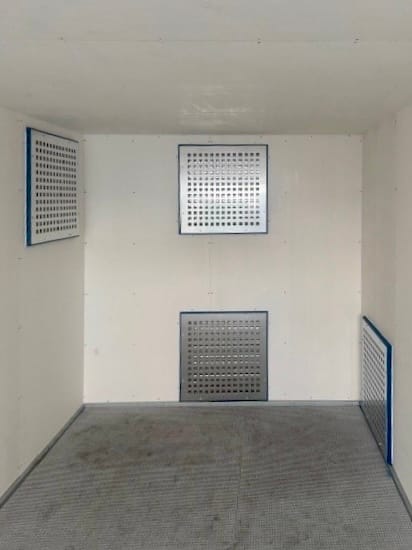
- A 20ft one-trip shipping container, finished in RAL 5010 blue, formed the main structure.
- The original marine ply floor stayed in place and a 150mm bund with a GRP (glass reinforced plastic) floor was installed above it.
- The GRP flooring offered anti-spark properties and tighter hole spacing, allowing pump trucks to move safely and smoothly across the surface.
- A drain valve connected the bund to the sump for controlled removal of any collected liquid.
- This created a practical and compliant foundation for fire rated chemical storage.
Ventilation and Fire Protection Features
- Six 600mm x 600mm louvred vents were installed to promote strong airflow and safe vapour dispersal.
- The team positioned them high and low on both long sides and on the container’s end wall.
- Each vent included intumescent grilles which expand during heat exposure to block flames and smoke, improving the fire resilience of the storage unit.
- These upgrades helped meet the strict safety needs of acetone-based materials and reinforced the container’s overall fire rated chemical storage performance.
Fire-Rated Interior Lining
- The internal walls, roof and cargo doors were lined with 50mm mineral wool insulation and 9mm Multi-Pro XS boarding.
- This system created a full 30-minute fire rating.
- The lining also stabilised internal temperature and added structural protection, making the unit safer for long-term chemical storage.
Delivery and Build Timescale
- The team completed the container conversion within six weeks, including all lining, bunding, ventilation work and finishing.
- The unit was then transported to the Wigan site and positioned for immediate use.
What Results Did the Client Achieve?
- The finished unit provided a fire rated chemical storage designed specifically for acetone and acetone-polymer products.
- The GRP floor supported pump trucks with ease, making daily operations simple and safe.
- The ventilation layout allowed vapours to disperse effectively, and the fire-rated lining offered strong protection in the event of ignition.
- The unit accommodates up to eight drums of acetone and two IBCs of polymer.




Case Study
Summary
Why Choose Lion Containers for Chemical Storage Projects?
Lion Containers delivers safe, durable, long-lasting chemical storage solutions. Every build focuses on strength, practicality and regulatory compliance. Our chemical storage units offer:
- Reliable fire protection
- Safe and robust bunded flooring
- Effective ventilation for hazardous materials
- Practical layouts for daily operations
- Fast lead times and consistent communication
To start your own chemical storage project, contact our team today.
FAQs: Fire Rated Chemical Storage
What is fire rated chemical storage?
It is a dedicated storage solution designed to slow the spread of fire, control vapours, and protect hazardous materials.
What is a One Trip Container?
A one trip container has only completed one cargo journey, so it arrives in near-new condition. It is ideal for high-quality, long-life conversion projects.
What is GRP Flooring?
GRP flooring is a strong, anti-corrosive, anti-spark surface. It supports heavy loads and lets liquids drain safely into the bund below.
How long does a chemical storage conversion take?
Most chemical storage conversions take around four to six weeks depending on the specifications.

...or fill out our online form and we will get back to you ASAP
Quick QuoteFeatured Case Studies

Cargo 2 Bristol

Youth Centre Classroom Container

Commonwealth Games Recording Studio Container Case Study
